中溫蠟精密鑄造過程中是怎么除水的?
發布日期:2022-04-07 10:39 來源:http://gzmmw.cn 點擊:
中溫蠟精密鑄造配合的是硅溶膠制殼工藝,主要是樹脂蠟,那么中溫蠟精密鑄造是怎么除水的?脫蠟斧—過濾槽-蒸汽除水機-除水桶-靜止桶-射蠟機,射蠟機用蠟水含量很高,射蠟機儲蠟桶底部可以放出渾濁色水出來,公司用此方法已經有幾年的歷史了,我現在懷疑是不是原材料有問題。
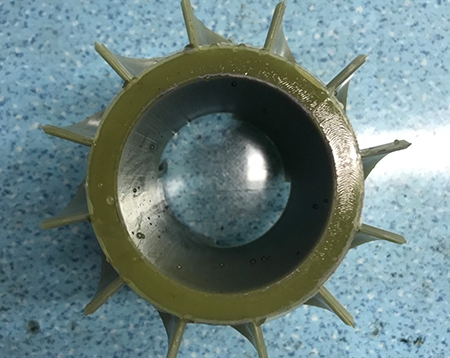
這種鑄造方式叫熔模鑄造,蠟型是制造鑄型用的。
優點:可獲得精度IT11~IT14、表面粗糙度Ra6.3~1.6um的形狀復雜的鑄件,能大大減少機械加工余量;還能澆鑄各類合金鑄件,尤其是難熔合金,如耐熱合金鑄件;而且設備投資少、占地面積小、生產批量不受限制。
缺點:熔模鑄造工序較多,鑄件成本較高,不能生產大型鑄件(一般鑄件為0.5~25kg),故適用于形狀復雜、加工困難、尺寸精度要求較高的中小型鑄件。
中溫蠟精密鑄造工藝,簡單說是用易熔材料制成可熔性模型,在其上涂覆若干層特制的耐火涂料,經過干燥和硬化形成一個整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,后將鑄型放入焙燒爐中經過高溫焙燒。同時鑒于該工藝的強大靈活性,成型顯得容易,零部件的重量可以明顯減輕,從而大大降低加工成本。此外,還非常有利于節約和環保。中溫蠟的尺寸與表面質量按圖樣技術條件確定,對于尺寸而言。
中溫蠟應當根據蠟模收縮率、合金收縮率、模殼膨脹系數,同時考慮現場工藝條件,通過實驗確定綜合線收縮率。中西方青銅器的鑄造工藝有著許多差異,這一點似乎已眾所周知,然而,現在看來,這里依然存在不少模糊的、甚至錯誤的認識。中國青銅時代失蠟工藝的誤判,其根源或許即在于此。

這種鑄造方式叫熔模鑄造,蠟型是制造鑄型用的。
優點:可獲得精度IT11~IT14、表面粗糙度Ra6.3~1.6um的形狀復雜的鑄件,能大大減少機械加工余量;還能澆鑄各類合金鑄件,尤其是難熔合金,如耐熱合金鑄件;而且設備投資少、占地面積小、生產批量不受限制。
缺點:熔模鑄造工序較多,鑄件成本較高,不能生產大型鑄件(一般鑄件為0.5~25kg),故適用于形狀復雜、加工困難、尺寸精度要求較高的中小型鑄件。
中溫蠟精密鑄造工藝,簡單說是用易熔材料制成可熔性模型,在其上涂覆若干層特制的耐火涂料,經過干燥和硬化形成一個整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,后將鑄型放入焙燒爐中經過高溫焙燒。同時鑒于該工藝的強大靈活性,成型顯得容易,零部件的重量可以明顯減輕,從而大大降低加工成本。此外,還非常有利于節約和環保。中溫蠟的尺寸與表面質量按圖樣技術條件確定,對于尺寸而言。
中溫蠟應當根據蠟模收縮率、合金收縮率、模殼膨脹系數,同時考慮現場工藝條件,通過實驗確定綜合線收縮率。中西方青銅器的鑄造工藝有著許多差異,這一點似乎已眾所周知,然而,現在看來,這里依然存在不少模糊的、甚至錯誤的認識。中國青銅時代失蠟工藝的誤判,其根源或許即在于此。